


Torwell ABS-filament 1,75 mm för 3D-skrivare och 3D-penna
Produktegenskaper

| Stämpla | Torwell |
| Material | QiMei PA747 |
| Diameter | 1,75 mm/2,85 mm/3,0 mm |
| Nettovikt | 1 kg/spole; 250 g/spole; 500 g/spole; 3 kg/spole; 5 kg/spole; 10 kg/spole |
| Bruttovikt | 1,2 kg/spole |
| Tolerans | ± 0,03 mm |
| Längd | 1,75 mm (1 kg) = 410 m |
| Lagringsmiljö | Torrt och ventilerat |
| Torkinställning | 70˚C i 6 timmar |
| Stödmaterial | Applicera med Torwell HIPS, Torwell PVA |
| Certifieringsgodkännande | CE, säkerhetsdatablad, Reach, FDA, TUV, SGS |
| Kompatibel med | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker och alla andra FDM 3D-skrivare |
Fler färger
Färg tillgänglig:
| Grundfärg | Vit, svart, röd, blå, gul, grön, natur, |
| Annan färg | Silver, Grå, Hudfärg, Guld, Rosa, Lila, Orange, Gulguld, Trä, Julgrön, Galaxblå, Himmelsblå, Transparent |
| Fluorescerande serie | Fluorescerande röd, fluorescerande gul, fluorescerande grön, fluorescerande blå |
| Lysande serie | Lysande grön, lysande blå |
| Färgskiftande serie | Blågrön till gulgrön, blå till vit, lila till rosa, grå till vit |
| Acceptera kundens PMS-färg |

Modellutställning

Paket
1 kg rulle ABS-filament med torkmedel i vakuumförpackning.
Varje spole i individuell låda (Torwell-låda, neutral låda eller anpassad låda finns tillgänglig).
8 lådor per kartong (kartongstorlek 44x44x19 cm).

Fabriksanläggning

Viktig anmärkning
För filamentet genom det fasta hålet för att undvika trassel efter användning. 1,75 ABS-filament kräver en värmebädd och en lämplig tryckyta för att undvika skevhet. Stora delar är benägna att skeva i hushållsskrivare och lukten vid utskrift är starkare än med PLA. Att använda raft eller brätte eller minska hastigheten för det första lagret kan bidra till att undvika skevhet.
Vanliga frågor
Varför kan inte filamenten fastna på byggbädden?
1. Kontrollera temperaturinställningen före utskrift, ABS-filament har högre extruderingstemperatur;
2. Kontrollera om plattans yta har använts under en längre tid. Det rekommenderas att byta ut den mot en ny för att säkerställa en stark vidhäftning från det första lagret.
3. Om det första lagret har dålig vidhäftning rekommenderas det att jämna ut trycksubstratet igen för att minska avståndet mellan munstycket och ytplattan;
4. Om effekten inte är bra rekommenderas det att försöka skriva ut utkastet innan utskrift.
| Densitet | 1,04 g/cm²3 |
| Smältflödesindex (g/10 min) | 12 (220 ℃/10 kg) |
| Värmeförvrängningstemperatur | 77℃, 0,45 MPa |
| Draghållfasthet | 45 MPa |
| Förlängning vid brott | 42 % |
| Böjhållfasthet | 66,5 MPa |
| Böjmodul | 1190 MPa |
| IZOD-slaghållfasthet | 30 kJ/㎡ |
| Varaktighet | 8/10 |
| Utskriftbarhet | 7/10 |
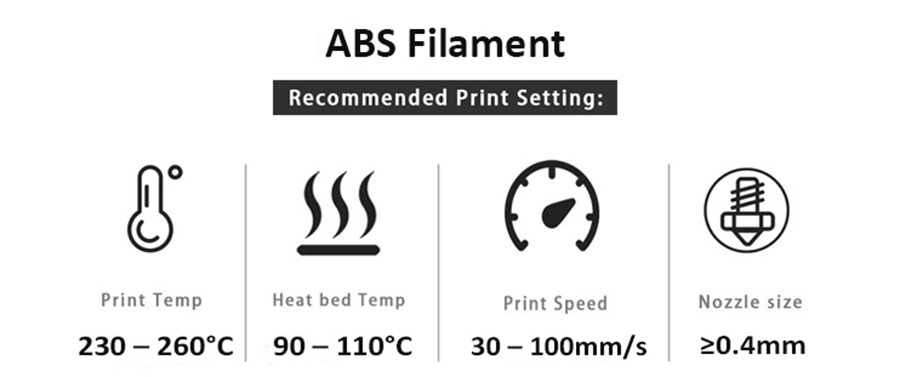
| Extrudertemperatur (℃) | 230–260 ℃Rekommenderas 240℃ |
| Sängtemperatur (℃) | 90–110°C |
| Munstycksstorlek | ≥0,4 mm |
| Fläkthastighet | LÅG för bättre ytkvalitet / AV för bättre styrka |
| Utskriftshastighet | 30–100 mm/s |
| Uppvärmd säng | Nödvändig |
| Rekommenderade byggytor | Glas med lim, maskeringspapper, blå tejp, BuilTak, PEI |







